raisetouch 1.5.4 发布说明 – pro3 系列 -九游会国际
2022年03月14日
2022年03月14日
1)点击![]() 进入自动调平界面。你可以根据需要选择 “完整模式”开始64点(8*8) 调平, 或者 选择“简单模式”开始9点 (3*3) 调平。 在调平开始前请清理打印底板、喷嘴以及探针。
进入自动调平界面。你可以根据需要选择 “完整模式”开始64点(8*8) 调平, 或者 选择“简单模式”开始9点 (3*3) 调平。 在调平开始前请清理打印底板、喷嘴以及探针。

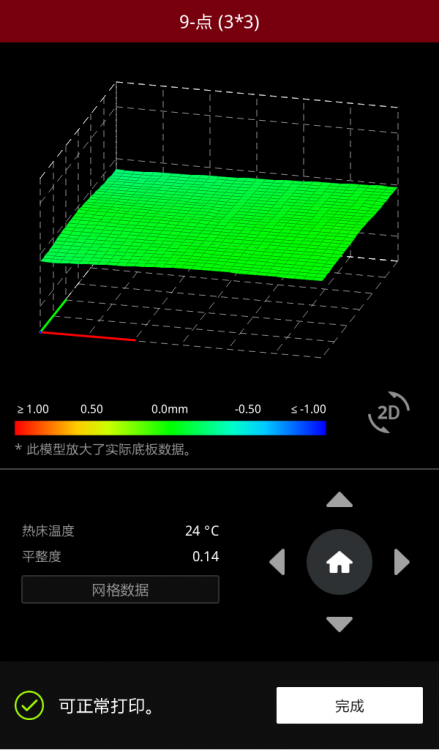
2)调平完成后,界面上将显示调平的3d数据。点击![]() 查看就近一次调平数据。如下图所示:
查看就近一次调平数据。如下图所示:
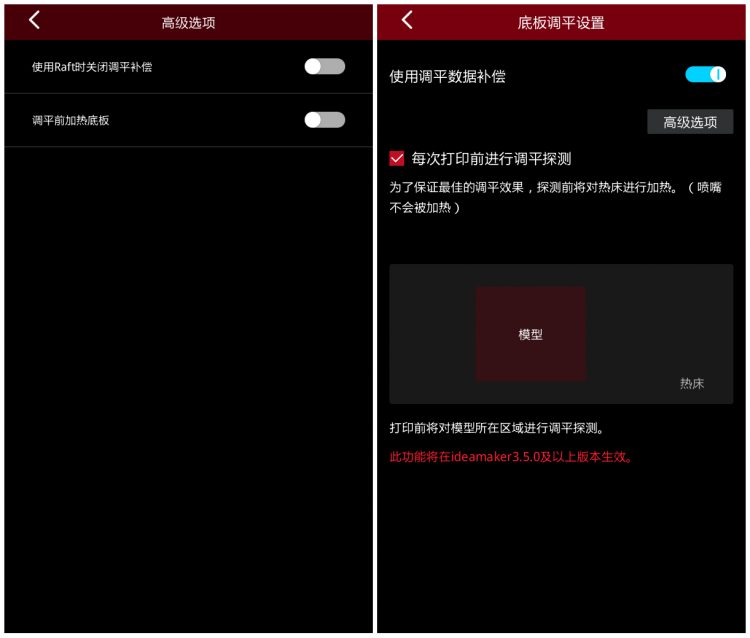
3)点击![]() 进入自动调平设置界面。您可以开启/关闭“使用调平数据补偿”以及“每次打印前进行调平探测”。您可以在高级设置中开启/关闭“调平加热底板”以及“使用raft时自动关闭调平补偿”,如下图所示:
进入自动调平设置界面。您可以开启/关闭“使用调平数据补偿”以及“每次打印前进行调平探测”。您可以在高级设置中开启/关闭“调平加热底板”以及“使用raft时自动关闭调平补偿”,如下图所示:
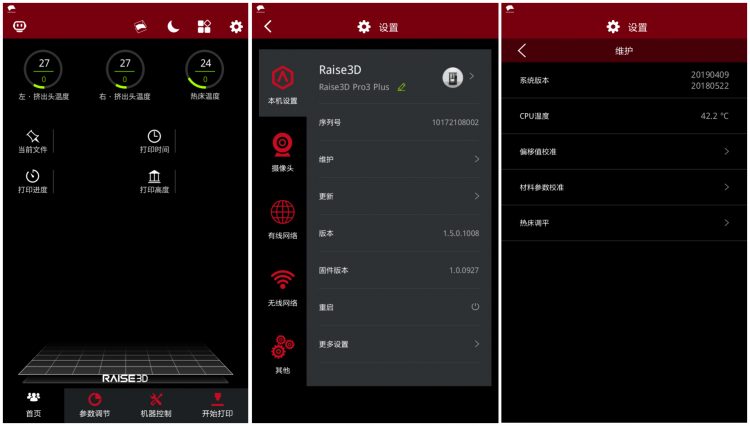
1)点击“设置> 维护 > 偏移值校准” 进入五步偏移值校准向导。确保校准之前满足如下条件。
2)向导总共分为五步,我们强烈建议您按顺序依次完成每个步骤。
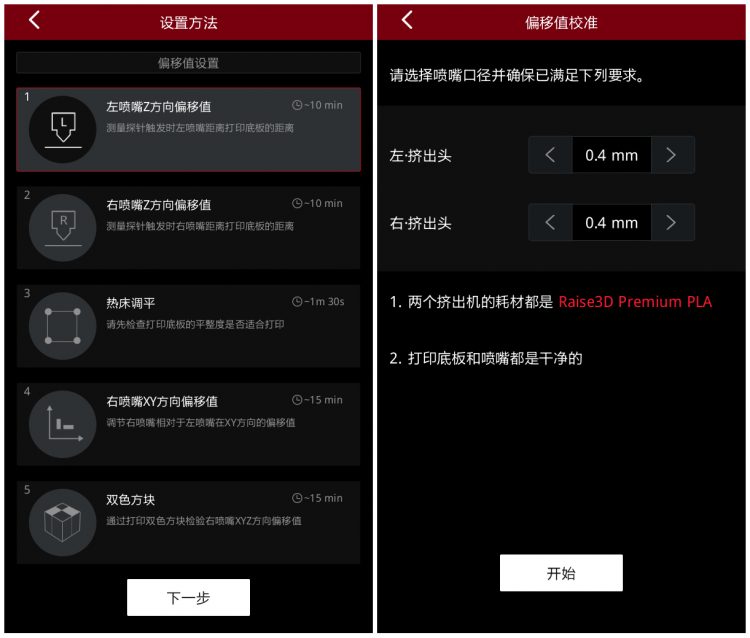
第一步: 左喷嘴z方向偏移值
左喷嘴z方向偏移值是校准探针触发时喷嘴与底板之间的间距。如果距离过远,模型不能粘在打印平台上并且模型会变形。如果距离过近,会导致挤出过少、刮擦喷嘴等问题。
第二步: 右喷嘴z方向偏移值
右喷嘴z方向偏移值的测量方法与左喷嘴测量方法相同。请遵循相同的测量方法。
第三步: 热床调平
该步骤旨在自动探测打印底板的平整度。
第四步: 右喷嘴xy方向偏移值
该步骤将调节右喷嘴相对于左喷嘴在xy方向的偏移值。
第五步: 双色方块
该步骤将通过打印双色方块来验证右喷嘴xy方向偏移值是否正确。
1)点击“设置 > 维护 > 材料参数校准” 进入校准向导。

2)材料参数校准分为两个部分,建议您先进行材料温度测试,再进行材料流量测试。
材料温度测试:该测试会打印一个塔模型,塔模型的不同层打印温度不同。您需要选择打印效果较好的层,来决定适宜的材料打印温度。当温度过高或过低时,会产生拉丝,悬垂,表面效果异常等现象,具体请参考向导中的详细示例说明。
材料流量测试:该测试会打印一个两层壁厚的镂空立方体,您需要测量立方体壁厚,与标准值进行计算,从而推导出实际流量值。操作方法详见流量测试向导。
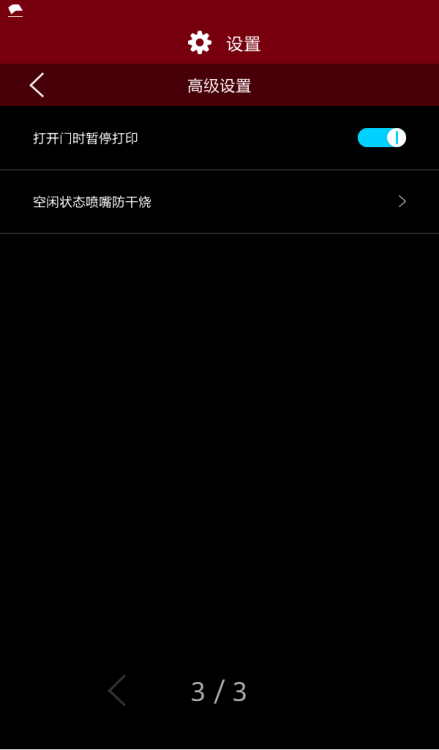
1)你可以通过访问“设置 > 更多设置 > 高级设置 > 打开门时暂停打印”。开启此功能后,如果在打印过程中,打开前门、侧门或者顶盖,打印机将暂停打印当前的任务。
2)当门关闭时,暂停的打印任务将会自动恢复。
推出首创的智能助手eve,它将在您需要的时候提供及时的帮助。点击![]() 进入智能助手。
进入智能助手。

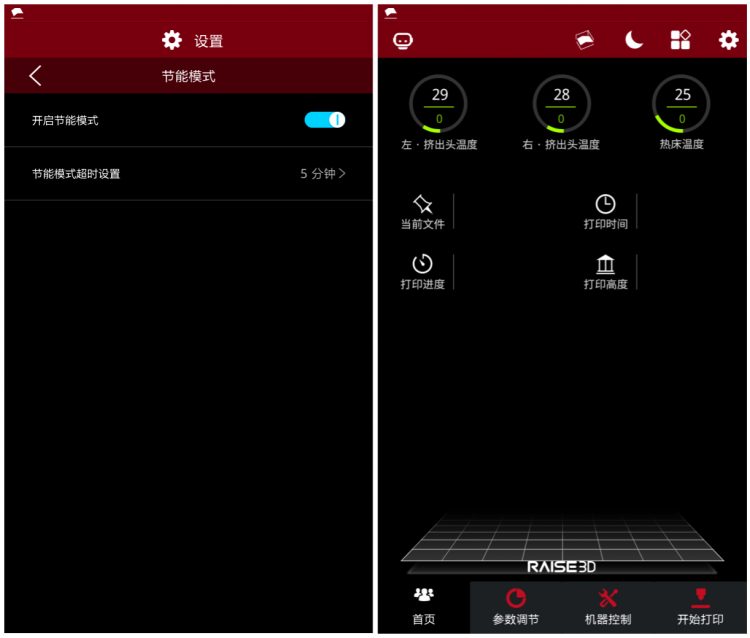
当点击  按钮时,打印机将自动进入休眠模式。休眠时将关闭屏幕显示,关闭灯带,关闭热端状态灯。您可以通过访问 “设置 > 更多设置 > 高级设置 > 节能模式”,设置自动节能模式。
按钮时,打印机将自动进入休眠模式。休眠时将关闭屏幕显示,关闭灯带,关闭热端状态灯。您可以通过访问 “设置 > 更多设置 > 高级设置 > 节能模式”,设置自动节能模式。
外部冷却功能将集成在气流管家系统中。它的作用时优化打印机腔体内部温度分布,控制空气的流入流出,优化冷却性能。

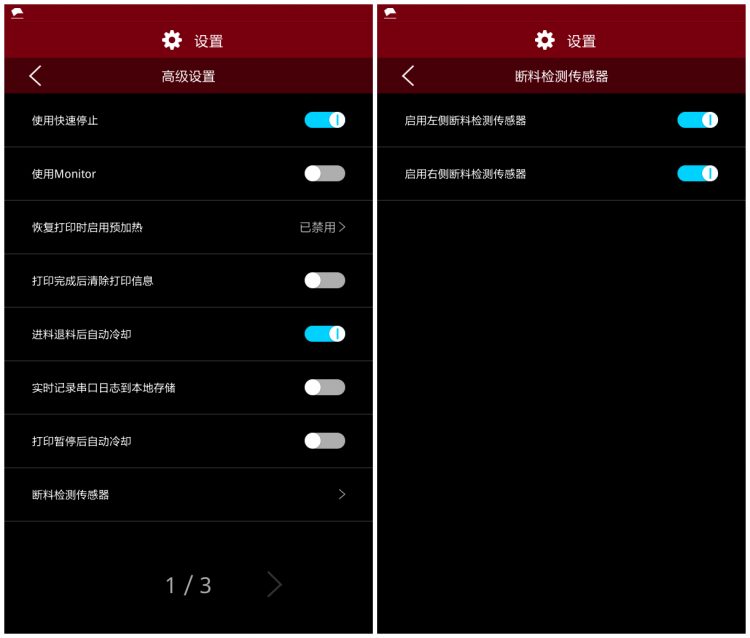
您可以通过访问“设置 > 更多设置 > 高级设置 > 断料检测传感器”设置该选项。 支持关闭或者开启单侧断料检测功能。
您可以通过访问”设置 > 更新 > 本地更新 > 更新运动控制板固件”进行更新。
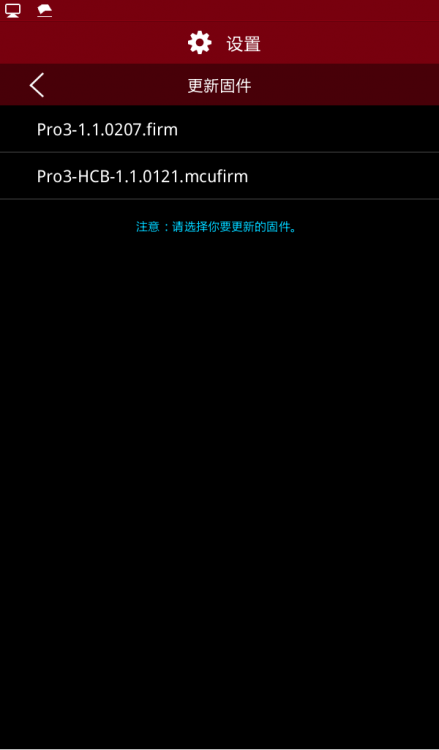
pro3-1.1.0207.firm 为运动控制板固件,pro3-hcb-1.1.0121.mcufirm为热端控制板固件。
1) 根据《中华人民共和国网络安全法》和《中华人民共和国数据安全法》等法律法规的相关规定, 中国用户需要迁移到raise3d中国站才能继续使用。迁移到raise3d中国站会获得更快的访问速度、更稳定的数据传输和更流畅的用户体验。
2) 绑定方式只支持“验证码绑定”和加密文件绑定两种,不支持账户和密码方式绑定。